
SECTION 8
FINAL DRIVE AND TRANSFER CASE
(see figure 8-32). If a press is not available,
tighten the pinion nut to 300-400 ft.-lbs.
(41.46-55.28 kg-m) torque and check preload.
If rotating torque is not within 5 to 15
in.-lbs. (.058-.173 kg-m) preload torque, use
thinner spacer to increase preload or thicker spacer
to decrease preload.
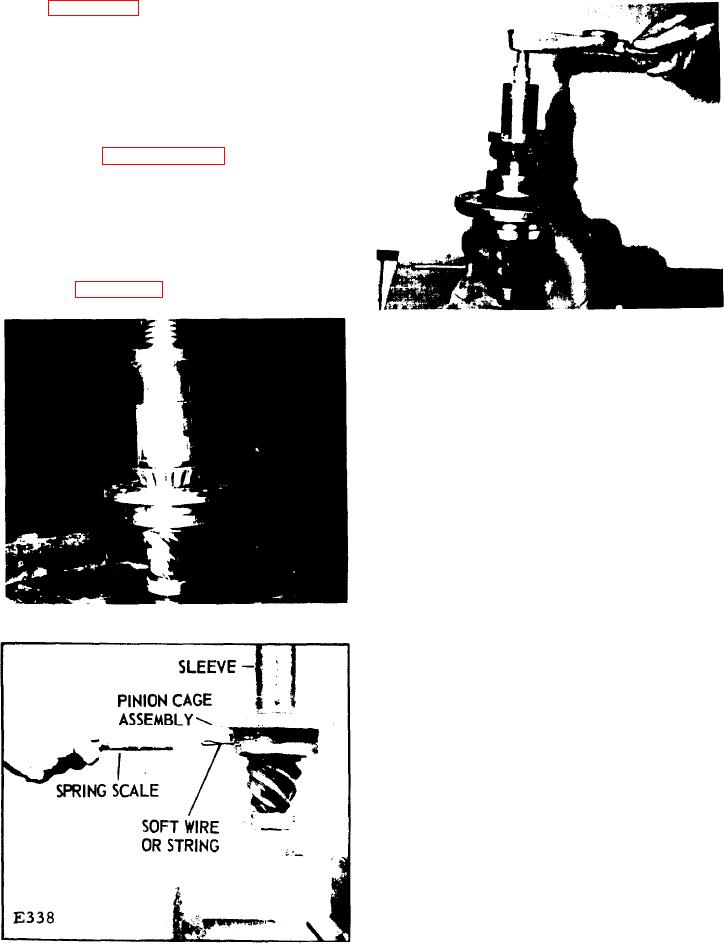
(2). After assembling the pinion shaft as
outlined in paragraph 8-33, install the cover
assembly without the oil seal and install the
washer and yoke. Torque the pinion nut to
300-400 ft.-lbs. (41.46-55.28 kg-m) torque.
Clamp the bearing cage into a soft vise. Do
not damage the cage! Measure bearing
preload of 5-15 in.-lbs. (.058-.173 kg-m).
Torque with a torque wrench on the pinion
nut (see figure 8-33). If rotating torque is not
FIGURE 8-33.
within 5-15 in.-lbs. (.058-.173 kg-m) use
thinner spacer to increase preload or thicker
spacer to decrease preload. Mark position of
nut and yoke to finish assembly.
b. Install oil seal into cover. Install a gasket
on the cover contact face and apply gasket
sealer.
c. Install the cover assembly, yoke and
w a s h e r . Tighten pinion nut to previously
marked position. Turn it to the next position
where the cotter pin can be installed. Check
preload again.
FIGURE 8-31
8-36. REASSEMBLY OF DIFFERENTIAL.
a. If the ring gear was removed from the
case, rivet the gear to the case half with new
rivets. Rivets should not be heated. They are
upset cold. When the correct rivet is used, the
head being formed will be at least 1/8 larger in
diameter the the rivet. The head will then be
approximately the same height as the pre-
formed head.
CAUTION: Excessive pressure will cause dis-
tortion of the case holes and result
in gear runout.
NOTE: Tonnage required for squeezing cold
rivets is charted below. These pressures
are approximate for annealed steel
FIGURE 8-32.
rivets and pressure can be adjusted to
8-11.