
TM 5-3895-346-14
FUEL INJECTOR
ENGINE OVERHAUL
3.
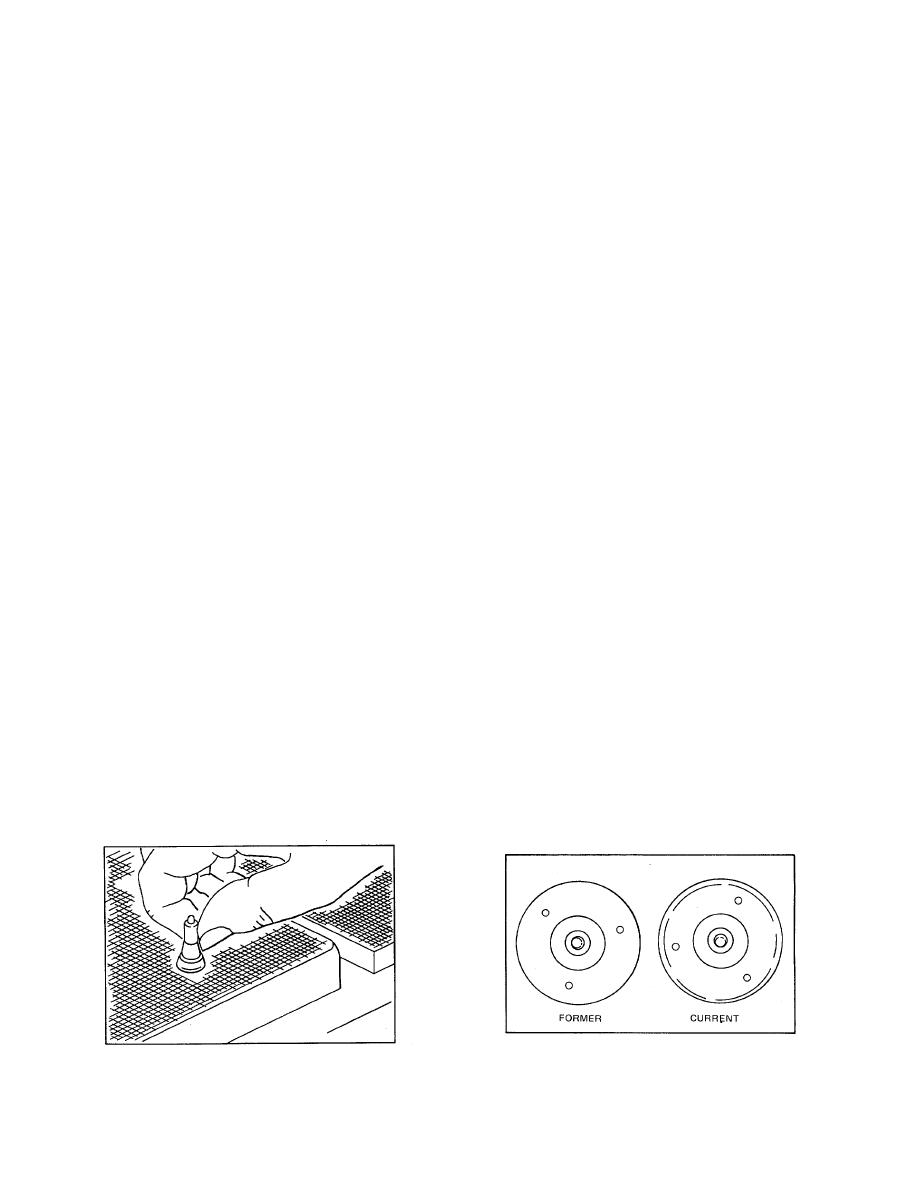
Place the part to be lapped flat on the block as shown in Fig. 33 and, using a figure eight motion, move it
back and forth across the block. Do not press on the part, but use just enough pressure to keep the part
flat on the block. It is important that the part be kept flat on the block at all times.
4.
After each four or five passes, clean the lapping powder from the part by drawing it across a clean piece
of
tissue placed on a flat surface and inspect the part. DO NOT lap excessively (refer to Table 1).
5.
When the part is flat, wash it in cleaning solvent and dry it with compressed air.
6.
Place the dry part on the second block. After applying lapping powder, move the part lightly across the
block in a figure eight motion several times to give it a smooth finish. DO NOT lap excessively. Again,
wash the part in cleaning solvent and dry it with com- pressed air.
7.
Place the dry part on the third block. Do not use lapping powder on this block. Keep the part flat and
move it across the block several times, using the figure eight motion. Lapping the dry part in this manner
gives it the mirror finish required for perfect sealing.
TABLE 1. Minimum Thickness
(Used Parts)
Part Name
Minimum Thickness
Spray Tip (Shoulder
0.199 inch
Check Valve Cage
0.163 - 0.165 inch
Check Valve
0.022 inch
Valve Spring Cage
0.602 inch
8.
Wash all of the lapped parts in clean fuel oil and dry them with compressed air.
ASSEMBLE INJECTOR
Use an extremely clean bench to work on and to place the parts when assembling an injector. Also be sure all
of the injector parts, both new and used, are clean.
Study Fig. 35 through 38 for the proper relative position of the injector parts, then proceed as follows:
Assemble Injector Filters
Always use new filters and gaskets when reassembling an injector.
Figure 33. Lapping Spray Tip on Lapping Blocks
Figure 34. Spray Tip Sealing Surface Identification
J 22090
232
