TM 5-3895-382-24
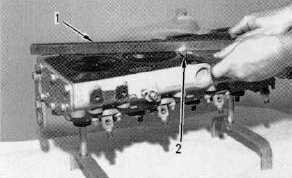
Illustration 67
Diagonal.
(1) Straight edge
(2) Feeler gauge
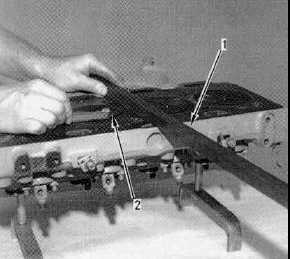
Illustration 68
Side To Side.
(1) Straight edge
(2) Feeler gauge
8.
Measure the cylinder head for flatness. Measure the
flatness with a straight edge (1) and with a feeler gauge
(2).
Measure the cylinder block from one end to the opposite
end (B).
Measure the cylinder block from one side to the
opposite side (A).
Measure the cylinder block from one corner to the
opposite comer (C).
Refer
to
Specifications,
"Cylinder
Head"
for
the
requirements of flatness.
Resurfacing The Cylinder Head
The cylinder head face can be resurfaced by removing metal
from the face if the following conditions exist.
The cylinder head face is not flat within the
specifications.
The cylinder head face is damaged by pitting, corrosion,
or wear.
The thickness of the cylinder head must not be less than
102.48 mm (4.035 inch) after the cylinder head has
been machined.
If the cylinder head is resurfaced, the recesses for the valve
seat inserts must be machined to the dimensions which are
given in Specifications, "Cylinder Head Valves". The valve
seat inserts must be ground on the side which is inserted into
the cylinder head. Grinding this surface will ensure that no
protrusion exists above the bottom face of the cylinder head.
Grind the outer edge of the cylinder head side of the valve sea
insert to a chamfer of 0.90 to 1.30 mm (0.035 to 0.051 inch) at
30 degrees to the vertical.
Valve Tests
Timing Of Valves
1.
Remove the rocker cover and the coolant pump.
2.
Set the piston of number 1 cylinder to top center on the
compression stroke. Refer to the Testing and Adjusting,
"Setting The Top Center Compression Position For No.
1 Piston". Use the Systems Operation, Testing and
Adjusting, "Set The Top Center Position By Reverse Pin
Timing" procedure or the Systems Operation, Testing
and Adjusting, "Set The Top Center Position By The
Alternate Method" procedure in order to set the top
center position.
3.
Remove the front rocker arm and the inlet valve spring
of the number 1 cylinder.
NOTE:
In order to aid in the checking of the valve timing,
the valve lash is increased. By loosening the
tension on the Number 1 inlet valve, a more
accurate determination of the valve lash is
allowed if the mark on the crankshaft pulley or the
damper is within ±2.5 degrees of the pointer
indicator. Refer to Step 4.
6-73