
TM 5-3895-346-14
CYLINDER LINER
ENGINE OVERHAUL
Install Piston and Connecting Rod Assembly
1.
With the piston assembled to the connecting rod and the piston rings in place, apply clean engine
oil to the piston, rings, and inside surface of piston ring compressor J 6883-01.
CAUTION
Inspect the ring compressor for nicks or burrs, especially at the non-tapered inside
diameter end. Nicks or burrs on the inside diameter of the compressor will result in
damage to the piston rings.
2.
Place the piston ring compressor on a woodblock, with the tapered end of the ring compressor
facing up.
3.
Position (stagger) the piston ring gaps properly on the piston. Make sure the ends of the oil control
ring expanders are not overlapped.
4.
Start the top of the piston straight into the ring compressor. Then push the piston down until it
contacts the woodblock (Operation 1 of Fig. 8).
5.
Note the position of the match- mark and place the liner, with the flange end down, on the
woodblock.
6.
Place the ring compressor and the piston and connecting rod assembly on the liner so the numbers
on the rod and cap are aligned with the matchmark on the liner (Operation 2 of Fig. 8).
CAUTION
The numbers, or number and letter, on the side of the connecting rod and cap
identify the rod with the cap and indicate the particular cylinder in which they are
used. If a new service connecting rod is to be installed, the same identification
numbers, or number and letter, must be stamped in the same location as on the
connecting rod that was replaced.
7.
Push the piston and connecting rod assembly down into the liner until the piston is free of the ring
compressor.
CAUTION
Do not force the piston into the liner. The peripheral, abutment-type expanders
apply considerably more force on the oil ring than the standard expander.
Therefore, extra care must be taken during the loading operation to prevent ring
breakage.
8.
Remove the connecting rod cap and the ring
compressor. Then push the piston down until
the compression rings pass the cylinder liner
ports.
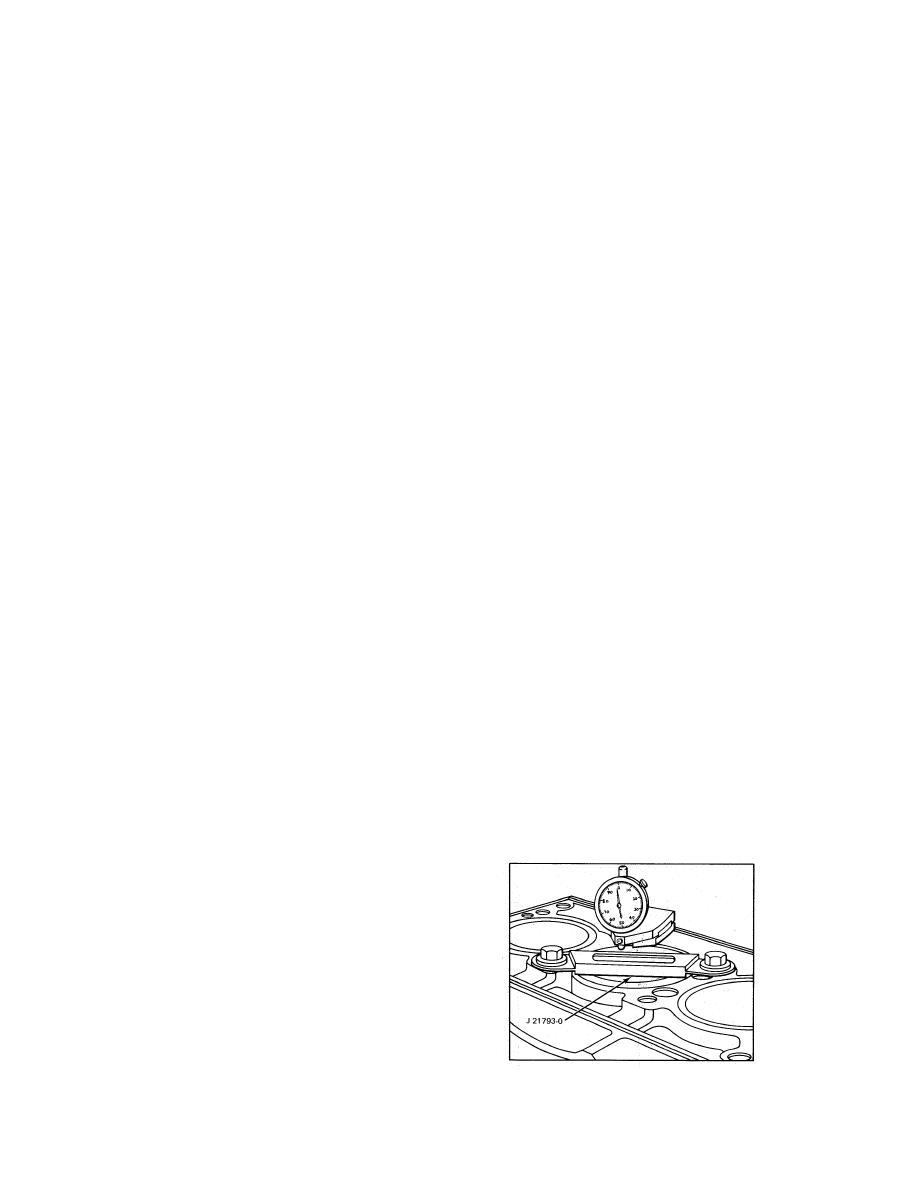
Figure 7. Checking Distance of Liner
Flange Below Top Face of Block Using
J 22273-01 and Holddown Tool
J 21793-B
160
