
TM 5-3895-346-14
CYLINDER BLOCK
ENGINE OVERHAUL
inch difference between any two adjacent cylinder counterbores when measured along the cylinder longitudinal
centerline of the cylinder block.
4.
Check the main bearing bores as follows:
a.
Check the bore diameters with the main bearing caps in their original positions. Lubricate the
bolt threads and bolt head contact areas with a small quantity of International Compound No. 2, or equivalent.
Then install and tighten the bolts to the specified torque. When making this check, do not install the main
bearing cap stabilizers. The specified bore diameter is 3.251 to 3.252 inches. If the bores do not fall within
these limits, the cylinder block must be rejected.
CAUTION
Main bearing cap bolts are especially designed for this purpose and must not be
replaced by ordinary bolts. Effective with engine serial numbers 6D-27030 and
8D-1155, a new hexagon head bolt and hardened steel washer are being used in
place of the former 12-point flange-type main bearing cap bolt.
CAUTION
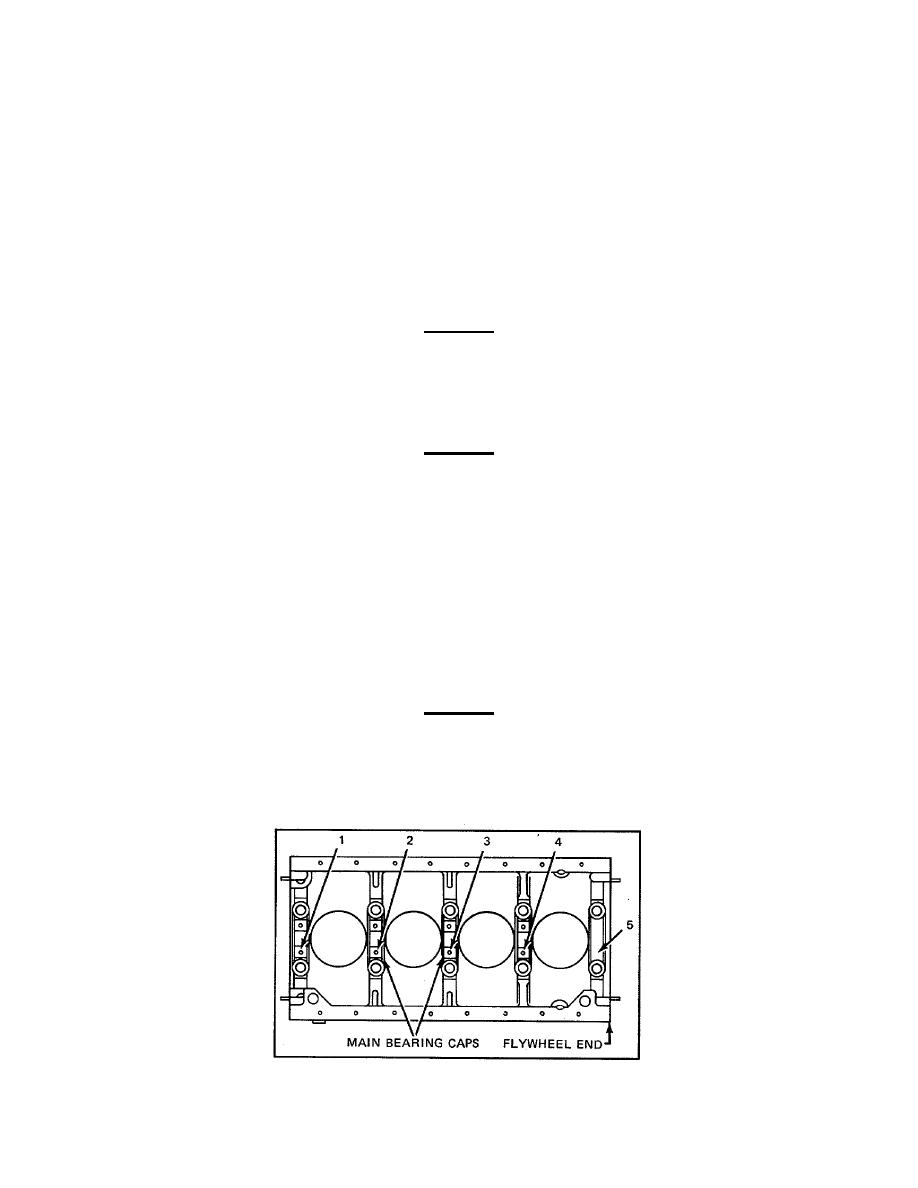
Bearing caps are numbered to correspond with their respective positions in the
cylinder block. It is imperative that the bearing caps are reinstalled in their original
positions to maintain the main bearing bore alignment. The number of the front
main bearing cap is also stamped on the face of the oil pan mounting flange of the
cylinder block, adjacent to its permanent location in the engine as established at
the time of manufacture. The No. 1 main bearing cap is always located at the end
opposite the flywheel end of the cylinder block (Fig. 11).
b.
Finished and unfinished main bearing caps are available for replacing broken or damaged
caps. When fitting a finished replacement bearing cap, it may be necessary to try several caps before one will
be found to provide the correct bore diameter and bore alignment. If a replacement bearing cap is installed, be
sure to stamp the correct bearing position number on the cap.
CAUTION
Use the unfinished bearing caps for the front and intermediate bearing positions. The finished bearing caps,
machined for the crankshaft thrust washers, are to be used in the rear bearing position.
c.
Main bearing bores are linebored with the bearing caps in place and thus are in longitudinal
alignment. Bearing bores may be considered properly aligned with one another if the crankshaft can be rotated
freely by hand after new bearing shells have been installed and lubricated, the bearing
Figure 11. Typical Cylinder Block Markings
64
