
1.3 Crankshaft
DETROIT DIESEL 53
On 3 cylinder in-line crankshafts, the maximum runout on the intermediate journals must not exceed .002 "total indicator
reading.
Measure all of the main and connecting rod bearing journals (Fig. 7). Measure the journals at several places on the
circumference so that taper, out-of-round and bearing clearances can be determined. If the crankshaft is worn so that the
maximum connecting rod journal-to-bearing shell clearance (with new shells) exceeds .0045 " (In-line engine) or the main
bearing journal-to-bearing shell clearance (with new shells) exceeds .0040" (In-line type engines), the crankshaft must be
reground. Measurements of the crankshaft should be accurate to the nearest .0002". Also, if the journal taper or out-of-
round is greater than .003 " the crankshaft must be reground.
Also measure the crankshaft thrust surfaces (Fig. 10).
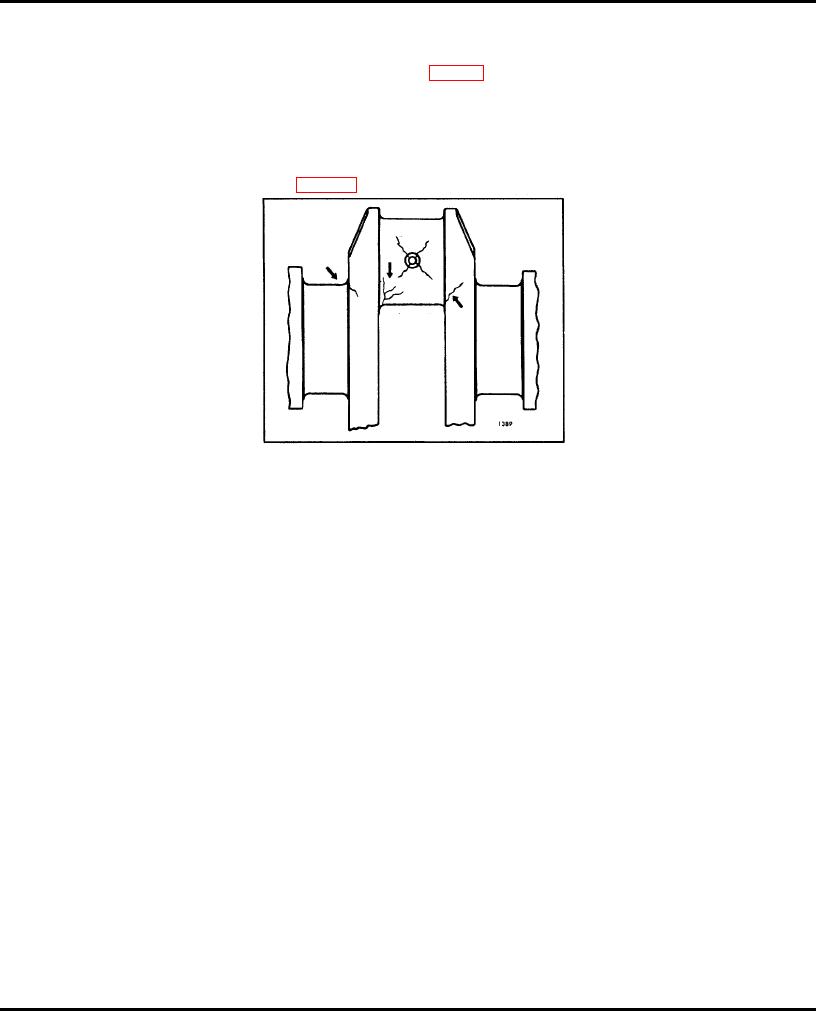
Fig. 6 - Crankshaft Fatigue Cracks
Inspection for Cracks
Carefully check the crankshaft for cracks which start at an oil hole and follow the journal surface at an angle of 45 to the
axis. Any crankshaft with such cracks must be rejected. Several methods of determining the presence of minute cracks
not visible to the eye are outlined below.
Magnetic Particle Method: The part is magnetized and then covered with a fine magnetic powder or solution. Flaws,
such as cracks, form a small local magnet which causes the magnetic particles in the powder or solution to gather there,
effectively marking the crack. The crankshaft must be de-magnetized after the test.
Fluorescent Magnetic Particle Method: This method is similar to the magnetic particle method, but is more sensitive
since it employs magnetic particles which are fluorescent and glow under "black light". Very fine cracks that may be
missed under the first method, especially on discolored or dark surfaces, will be disclosed under the "black light".
Fluorescent Penetrant Method: This is a method which may be used on non-magnetic materials such as stainless
steel, aluminum and plastics. A highly fluorescent liquid penetrant is applied to the part. Then the excess penetrant is
wiped off and the part is dried. A developing powder is then applied which helps to draw the penetrant out of the flaws by
capillary action. Inspection is carried out under "black light".
A majority of indications revealed by the above inspection methods are normal and harmless and only in a small
percentage of cases is reliability of the part impaired when indications are found. Since inspection reveals the harmless
indications with the same intensity as the harmful ones, detection of the indications is but a first step in the procedure.
Interpretation of the indications is the most important step.
All Detroit Diesel crankshafts are magnetic particle inspected after manufacture to ensure against any shafts with harmful
indications getting into the original equipment or factory parts stock.
Crankshaft failures are rare and when one cracks or breaks completely, it is very important to make a thorough
inspection for contributory factors. Unless abnormal conditions are discovered and corrected, there will be a repetition of
the failure.
There are two types of loads imposed on a crankshaft in service -- a bending force and a twisting force. The design of the
shaft is such that these forces produce practically no stress over most of the surface. Certain
Page 4

