
TM 5-3895-346-14
FUEL INJECTOR
ENGINE OVERHAUL
Wash all of the parts with clean fuel oil or a suitable cleaning solvent and dry them with clean, filtered
compressed air. DO NOT use waste or rags for cleaning purposes. Clean out all of the passages, drilled holes,
and slots in all of the injector parts.
Carbon on the inside of the spray tip may be loosened for easy removal by soaking for approximately 15
minutes in a suitable solution prior to the external cleaning and buffing operation. Methyl Ethyl Ketone J 8257
solution is recommended for this purpose.
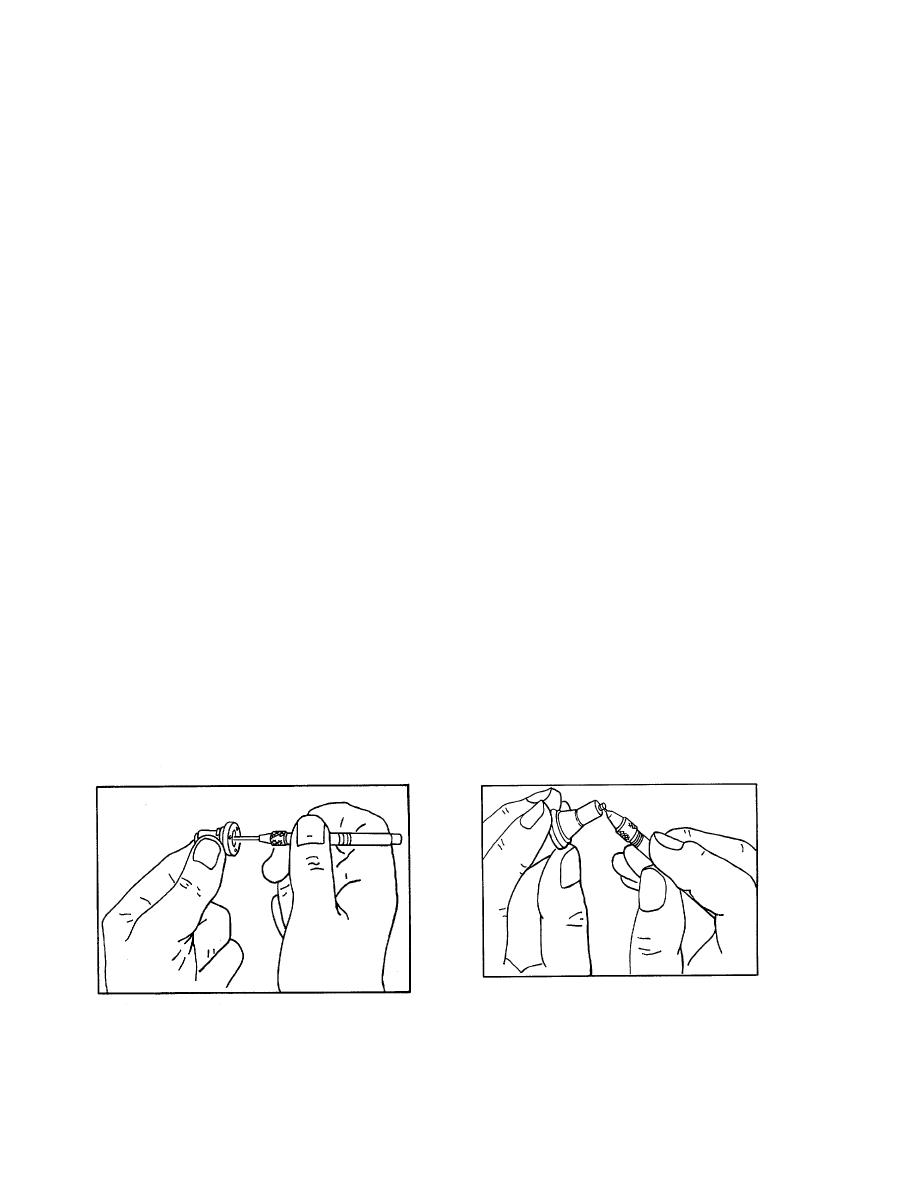
Clean the spray tip with tool J 9464-01
(Fig. 27).
CAUTION
Care must be exercised when inserting the carbon remover J 9464-01 in the spray tip to avoid
contacting the needle valve seat in the tip.
Wash the tip in fuel oil and dry it with compressed air. Clean the spray tip orifices with pin vise J 4298-1 and
the proper size spray tip cleaning wire. Use wire J 21460 to clean 0.0055-inch-diameter holes and wire J 21461
to clean 0.006-inch-diameter holes (Fig. 28).
Before using the wire, hone the end until it is smooth and free of burrs and taper the end a distance of 1/16 inch
with stone J 8170. Allow the wire to extend 1/8 inch from tool J 4298-1.
The exterior surface of an injector spray tip may be cleaned by using a brass wire buffing wheel, tool J 7944. To
obtain a good polishing effect and longer brush life, the buffing wheel should be installed on a motor that turns
the wheel at approximately 3000 rpm. A convenient method of holding the spray tip while cleaning and
polishing is to place the tip over the drill end of spray tip cleaner tool J 1243 and hold the body of the tip against
the buffing wheel. In this way, the spray tip is rotated while being buffed.
NOTE
DO NOT buff excessively. DO NOT use a steel wire buffing wheel or the spray tip holes may be
distorted.
When the body of the spray tip is clean, lightly buff the tip end in the same manner. This cleans the spray tip
orifice area and will not plug the orifices
Figure 27. Cleaning Injector Spray Tip with Tool
Figure 28. Cleaning Spray Tip Orifices with
J 24838
Tool J 4298-1
228

