
1.6.1
Connecting Rod
DETROIT DIESEL 53
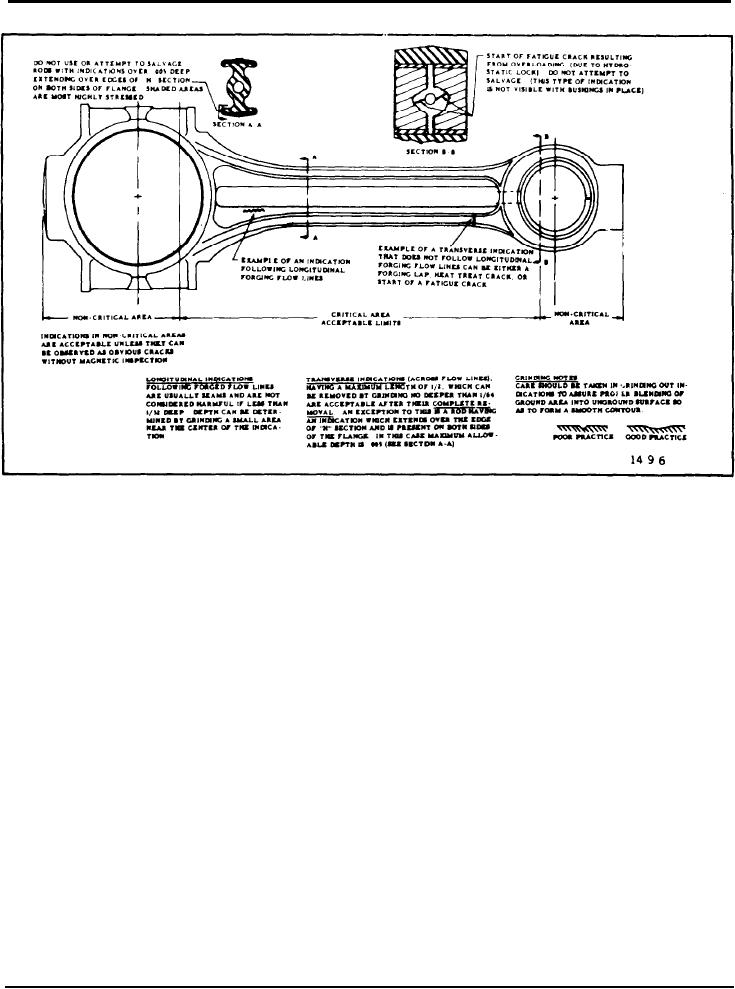
Fig. 3 Magnetic Particle Inspection Limits for Connecting Rod
together. thus blocking off the lubricating oil to the
Inspection
piston pin, bushings and spray nozzle.
Clean the connecting rod and piston pin with fuel oil
Inspect the piston pin for signs of fretting. When re-
and dry them with compressed air. Blow compressed
using a piston pin, the highly polished and lapped
air through the drilled oil passage in the connecting
surface of the pin must not in any way be refinished.
rod to be sure the orifice, oil passage and spray holes
Polishing or refinishing the piston pin is not
are not clogged.
recommended as it could result in very rapid bushing
wear.
Check the connecting rod for cracks (Fig. 3) by the
magnetic particle method outlined in Section 1.3
Since it is subjected to downward loading only, free
under Crankshaft Inspection.
movement of the piston pin is desired to secure perfect
alignment and uniform wear. Therefore, the piston
If a new service connecting rod is required, stamp the
pin is assembled with a full floating fit in the
cylinder number on the connecting rod and cap (refer
connecting rod and piston bushings, with relatively
to Section 1.6.3).
large clearances. Worn piston pin clearances up to
.010" are satisfactory.
NOTE: Clean the rust preventive from a service
replacement connecting rod and blow com-
pressed air through the drilled oil passage to be
sure the orifice, oil passage and spray holes are
Remove Bushings
not clogged. Also make sure the split line (cap
to rod) is thoroughly cleaned to avoid trapped
If it is necessary to replace the connecting rod
contaminants from adversely affecting bearing
bushings. remove them as follows:
shell "crush".
Check the connecting rod bushings for indications of
scoring, overheating or other damage. Bushings that
have overheated may become loose and creep
Page 2