
TM 5-3895-346-14
ENGINE OVERHAUL
EXHAUST VALVES
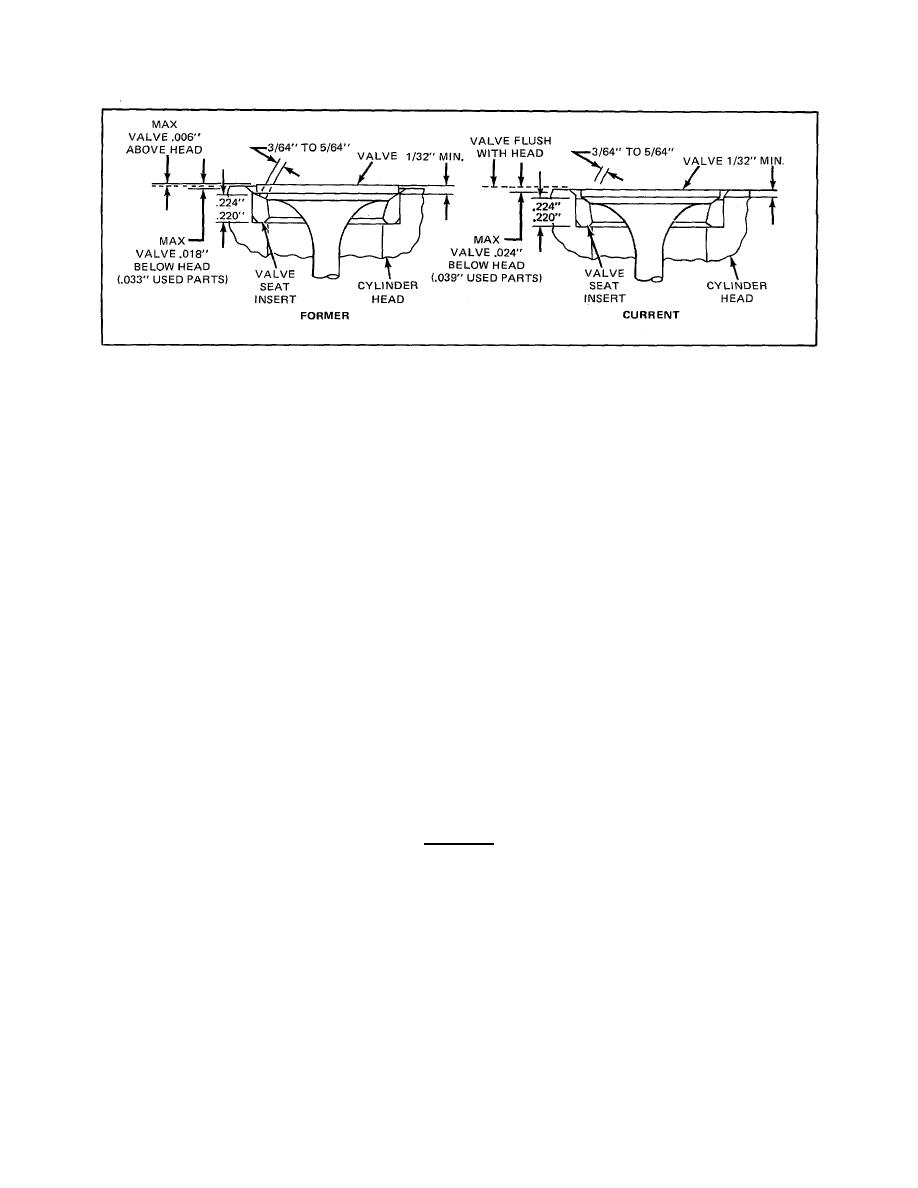
Figure 13. Relationship Between Exhaust Valve, Insert, and Cylinder Head
(Four-Valve Head)
To grind the valve seat inserts for a four-valve cylinder head, use the following tools:
1.
Grinder J 8165-1
2.
Dial Gage J 8165-2
3.
Pilot J 7792-1
4.
Grinding Wheel (150) J 7792-2
5.
Grinding Wheel (31 J 7792-3
)
6.
Grinding Wheel (60 J 7792-4
)
Grind the valve seat inserts as follows:
1.
First apply the 31grinding wheel on the valve seat insert.
2.
Using the 60grinding wheel to open the throat of the insert.
3.
Then grind the top surface with a 15wheel to narrow the width of the seat from 3/64 to 5/64 inch (Fig.
13). The 31 face of the insert may be adjusted relative to the center of the valve face with 15 and 60
grinding wheels.
CAUTION
Do not permit the grinding wheel to contact the cylinder head when grinding the
insert. If necessary, replace the insert.
The maximum amount that the exhaust valve should protrude beyond the cylinder head (when the valve is in
the closed position), and still maintain the proper piston-to-valve clearance, is shown in Fig. 13. Grinding will
reduce the thickness of the valve seat insert and cause the valve to recede into the cylinder head. If, after
several grinding operations, the valve recedes beyond the specified limits, replace the valve seat insert.
When occasion requires, the grinding wheel may be dressed to maintain the desired seat angle with the
dressing tool provided with the grinder set (Fig. 14).
After grinding has been completed, clean the valve seat insert thoroughly with fuel oil and dry it with
compressed air. Set the dial indicator J 8165-2 in position as shown in Fig. 15 and rotate it to determine the
concentricity of each valve seat insert
99
