
1.1 Cylinder Block
DETROIT DIESEL 53
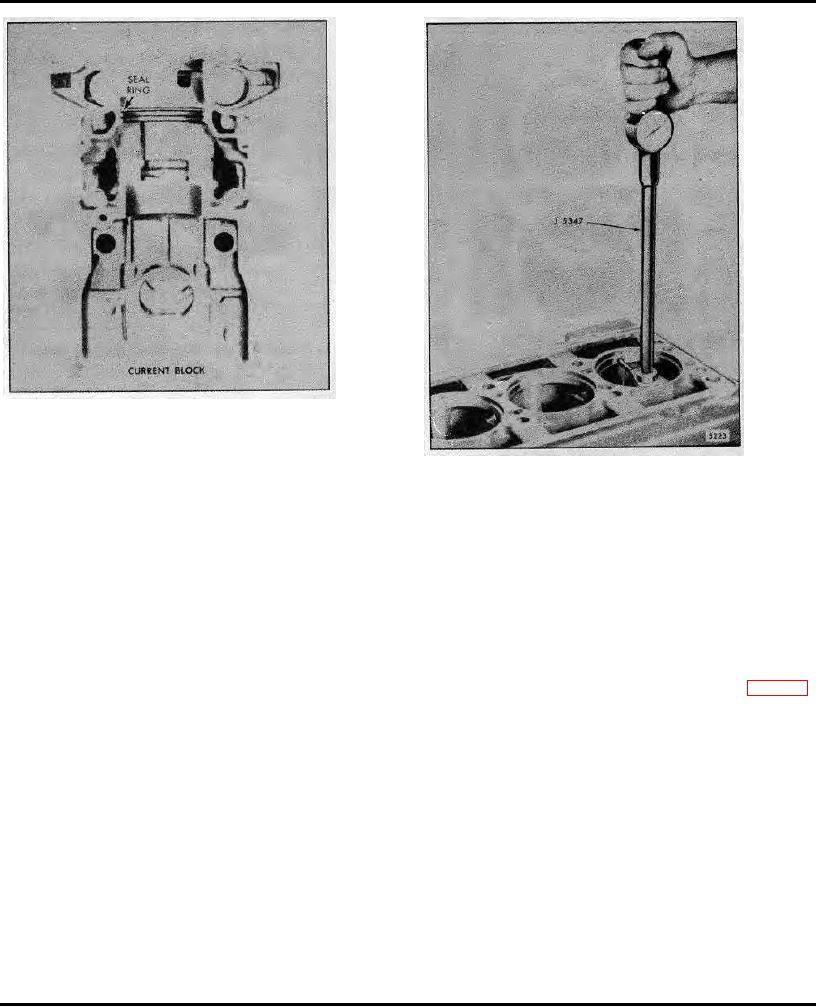
Fig. 11 - Location of Block Bore Seal Ring Groove
Fig. 12 Checking Cylinder Block Bore with Tool J 5347
Clean Cylinder Block
1.
Remove all of the plugs (except cup plugs) and scrape all old gasket material from the block.
2. Clean the block with live steam. Make sure the oil galleries, air box floor and air box drain openings are thoroughly
cleaned. Jets are not machined in the camshaft and balance shaft bushing bores in the current In-Line cylinder blocks.
Oil is directed to the cam followers through small slots incorporated in the camshaft and balance shaft bearings.
3.
Dry the block with compressed air.
Pressure Test Cylinder Block
After the cylinder block has been cleaned, it must be pressure tested for cracks or leaks by either one of two methods. In
either method, it will be necessary to make a steel plate of 1/2 " stock to cover each cylinder bank of the block (Fig. 10).
The plate(s) will adequately seal the top surface of the block when used with cylinder liner compression gaskets and
water hole seal rings. It will also be necessary to use water hole cover plates and gaskets to seal the water inlet openings
in the sides of the block. One cover plate should be drilled and tapped to provide a connection for an air line so the water
jacket can be pressurized.
METHOD "A"
This method may be used when a large enough water tank is available and the cylinder block is completely stripped of all
parts.
1. Make sure the seal ring grooves in the cylinder bores of the block are clean. Then install new seal rings in the
grooves (above the air inlet ports).
NOTE: The current blocks have two seal ring grooves above the air inlet ports of each cylinder bore.
Only one seal ring is required, however. Install the seal ring in the upper groove, if it is in good
condition; if the upper groove is pitted or eroded, install the seal ring in the lower groove.
2.
Apply a light coating of hydrogenated vegetable
Page 6

