
1.2
Cylinder
Head
DETROIT DIESEL 53
stresses to occur in the casting which will affect the
flatness of the head.
2. Check the bottom (fire deck) of the cylinder head
for flatness as follows:
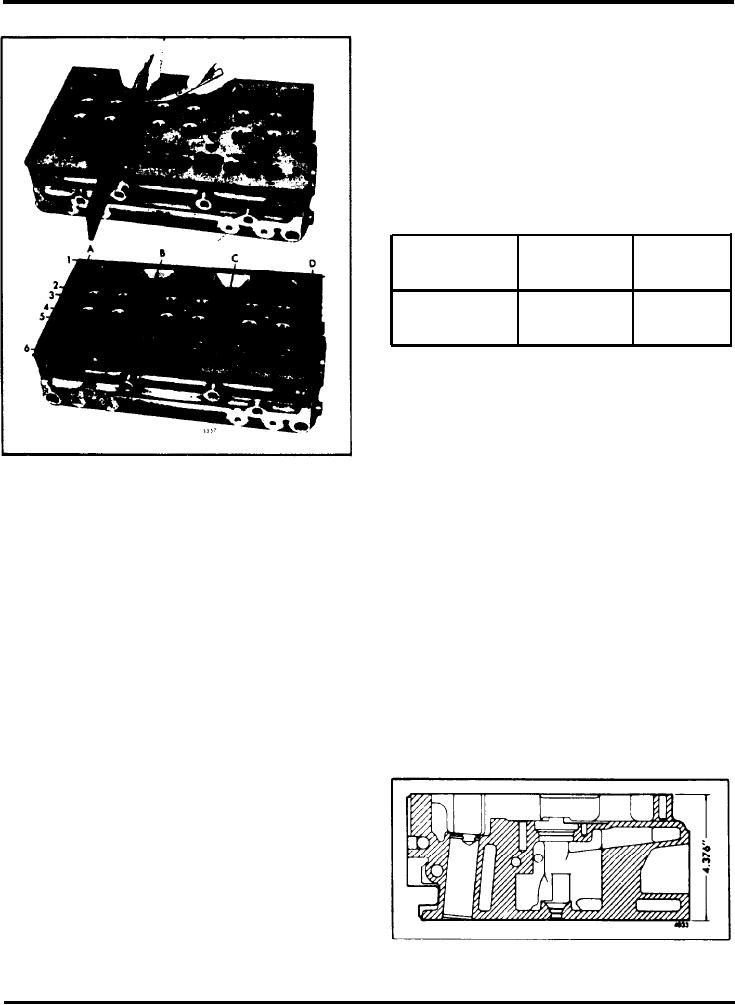
a. Use an accurate straightedge and feeler gage
J 3172 to check for transverse warpage at each
end and between all of the cylinders. Also, check
for longitudinal warpage in six places as shown in
Fig. 3. Maximum allowable warpage is given in
the following chart:
Maximum
Maximum
Engine
Longitudinal
Transverse
Warpage
Warpage
3-53
.005"
.004"
b. The maximum allowable warpage limits should be
used as a guide in determining the advisability of
reinstalling the head on the engine or of refacing
it. The number of times a cylinder head may be
refaced will, of course, depend upon the amount
of stock removed from the head during previous
reworking operations.
Fig. 3 - Checking Bottom Face of Cylinder
Head for Warpage
c. If the cylinder head is to be refaced, remove the
injector tubes prior to machining. Not over .020"
b. Install dummy or scrap injectors to ensure seating
of metal should be removed from the fire deck of
of the injector tubes. Dummy injectors may be
the cylinder head. The distance from the top to
made from old injector nuts and bodies - the
the bottom (fire deck) of the cylinder head must
injector spray tips are not necessary. Tighten the
not be less than 4.376" , as shown in (Fig. 4).
injector clamp bolts to 20-25 lb-ft torque.
Stamp the amount of stock removed on the face
of the fire deck near the outer edge of the head,
c. Drill and tap into one of the water hole cover
in an area not used as a sealing surface.
plates for an air hose connection and apply 80-
100 psi air pressure to the water jacket. Then,
d. After a cylinder head has been refaced and new
immerse the head in a tank of water previously
injector tubes have been installed as outlined in
heated to 180-200F. for twenty minutes to
Section 2.1.4, pressure check the cylinder head as
thoroughly heat the cylinder head. Observe the
outlined in Step 1.
water in the tank for bubbles indicating cracks or
leaks.
3. Inspect the cam follower bores in the cylinder head
d. Remove the cylinder head from the tank and dry
for scoring or wear. Light score marks may be cleaned
it with compressed air.
e. If inspection revealed cracks, replace the cylinder
head.
f. Replace any leaking injector tubes as outlined in
Section 2.1.4.
Over a prolonged period of operation, the cylinder
head may assume a contour to match that of the
cylinder block, which is normal. However, if the
cylinder head is allowed to become overheated because
Fig. 4 - Minimum Distance Between Top and
of coolant loss, the resultant high temperatures cause
Bottom Faces of Cylinder Head
Page 4

