
TM 5-3895-346-14
ENGINE OVERHAUL
PISTON AND PISTON RINGS
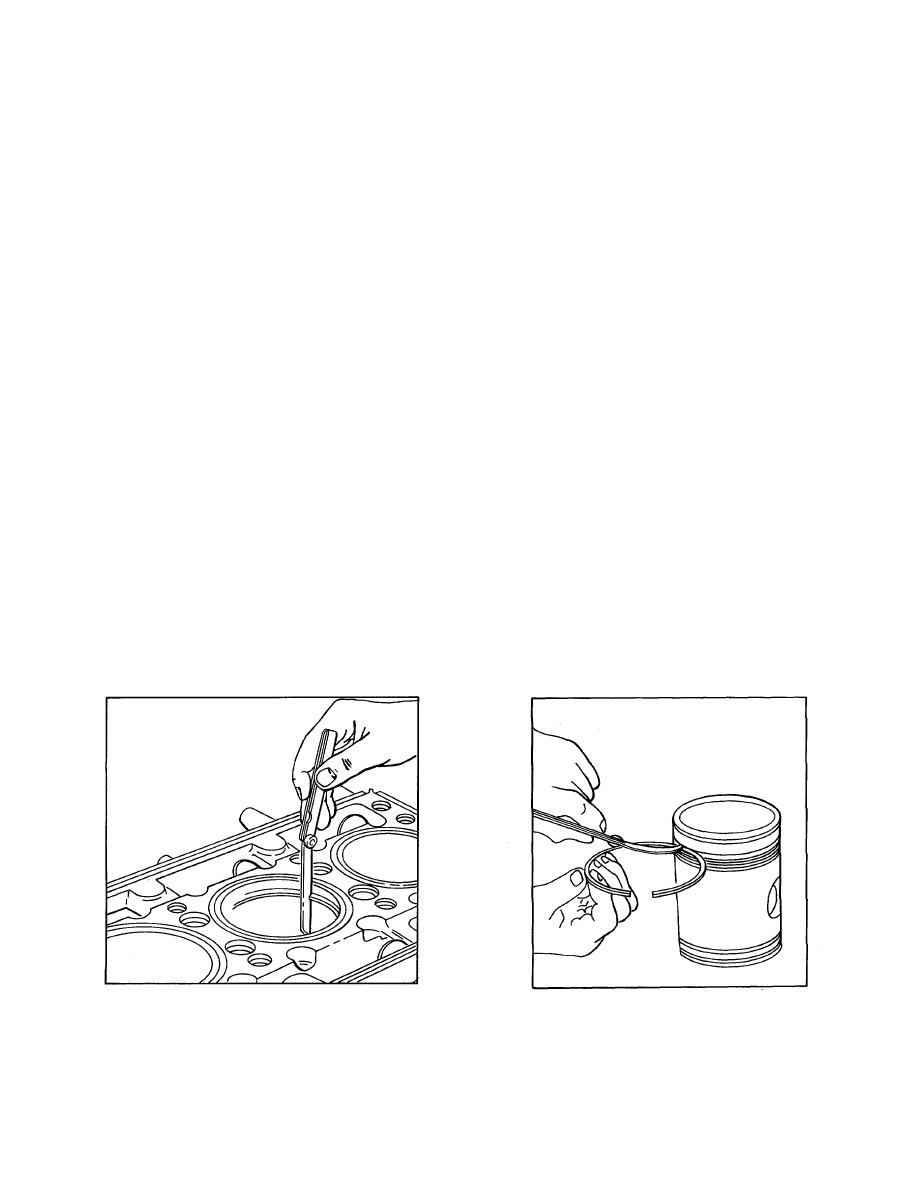
Insert one ring at a time inside the cylinder liner and far enough down to be within the normal area of ring
travel. Use a piston to push the ring down to be sure it is parallel with the top of the liner. Then measure the
ring gap with a feeler gage as shown in Fig. 9. Refer to Specifications for ring gap.
If the gap on a compression ring is insufficient, it may be increased by filing or stoning the ends of the ring. File
or stone both ends of the ring so the cutting action is from the outer surface to the inner surface. This will
prevent any chipping or peeling of the chrome plate on the ring. The ends of the ring must remain square and
the chamfer on the outer edge must be approximately 0.015 inch.
Check the ringside clearance as shown in Fig. 10. Ringside clearances are in Specifications.
Install Piston Rings
Before installing the piston rings, assemble the piston and rod as outlined under Assemble Connecting Rod to
Piston. Then refer to Fig. 1 and install the piston rings.
CAUTION
Lubricate the piston rings and piston with engine oil before installing the rings.
COMPRESSION RINGS
1.
Starting with the bottom ring, install the compression rings with tool J 8128 as shown in Fig. 2. To
avoid breaking or overstressing the rings, do not spread them any more than necessary to slip
them over the piston.
CAUTION
When installing the top compression (fire) ring with the tapered face, be sure the
side marked TOP is toward the top of the piston.
2.
Stagger the ring gaps around the piston.
Figure 9. Measuring Piston Ring Gap
Figure 10. Measuring Piston Ringside
Clearance
145