
DETROIT DIESEL 53
3.0 Specifications
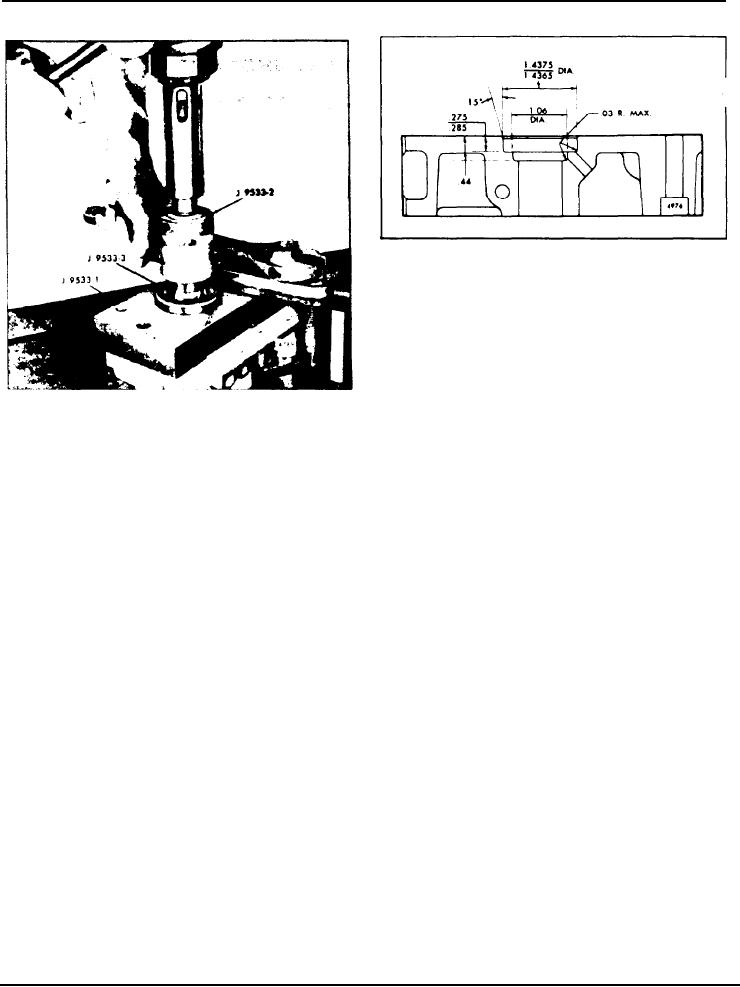
Fig. 4 - End Plate Oil Drain Back Counterbore
9. Insert the finish cutting tool J 9533-4 in the holder.
Lubricate the cutting tool and the end plate. Operate
the drill press at 75-100 rpm and finish-cut the
counterbore. Feed the cutting tool into the work
slowly.
10. Remove the finish cutting tool and install an end
mill to machine the additional 1.06" diameter
Fig. 3 - Positioning Cutting Tool in Fixture
counterbore. The total depth of the combined
Guide
counter bores is .44" (Fig. 4). The additional counter-
bore provides proper oil drain back from the oil sea
4. Install tool holder J 9533-2 in the drill press and
area.
insert the rough cutting tool J 9533-3 in the holder
11. Remove the fixture from the end plate. Wipe the
(Fig. 2).
cuttings from the end plate and fixture and dry the
plate and fixture with compressed air. Remove any
5. Position the cutting tool in the fixture guide as
burrs from the edge of the oil hole.
shown in Fig. 3. Operate the drill press at 75-100 rpm
so as to center the cutting tool in the rotor shaft hole.
12. Thoroughly clean the cutting tool and the end mill
Tighten the clamp.
flutes and repeat the procedures for the adjacent rotor
shaft hole.
6. Lubricate the cutting tool and the area of the end
plate that is being reworked with a lubricant (oleum or
13. Place the blower end plate on the bed of an arbor
fuel oil).
press. Use installer J 22576 to press the seal (lip facing
down) into the counter bored hole until the shoulder on
7. Operate the drill press at 300-350 rpm and slowly
the installer contacts the end plate.
counterbore the hole until the collar of the tool holder
is approximately 1/16" from the fixture guide. Then
NOTE: A step under the shoulder of the installer
reduce the speed of the drill press to 75-100 rpm and
will position the oil seal below the finished face
continue counterboring until the collar contacts the top
of the end plate within the .002" to .008"
of the guide.
specified.
NOTE: Raise the cutting tool periodically during
the drilling operation and apply additional
Steel Inserts
lubricant.
To install steel inserts in the blower end plates, follow
8. Stop the drill press and remove the rough cutting
Steps 1 through 9 and 11 and 12. Press the inserts
flush to .003" above the blower end plate surface.
tool.
Page 2
(next page is page 5)

