
TM 5-3895-346-14
ENGINE OVERHAUL
INJECTOR TUBE
3. Slip the injector tube into the injector bore and drive it in place as shown in Fig. 2. Sealing is accom-
plished between the head counterbore (inside diameter) and outside diameter of the injector tube. The tube
flange is merely used to retain the seal ring.
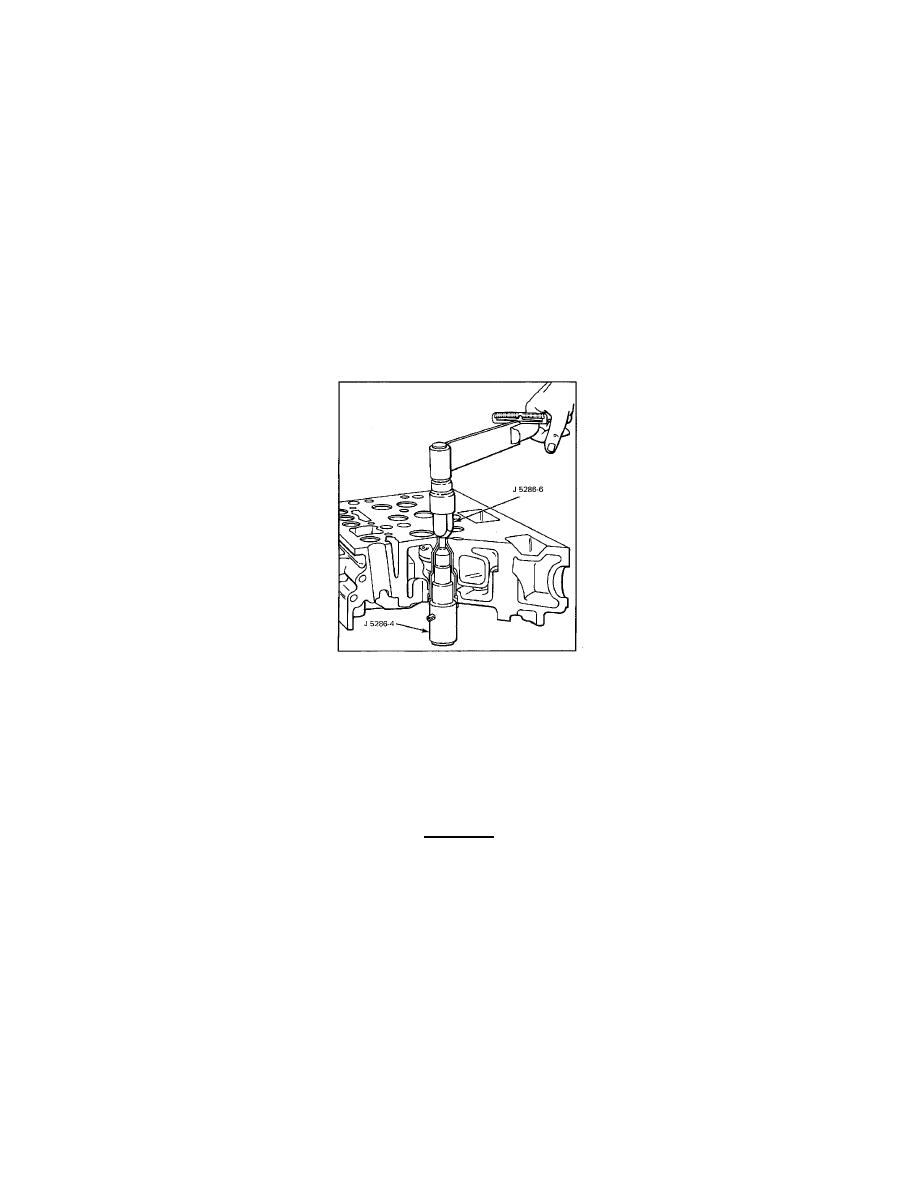
4. With the injector tube properly positioned in the cylinder head, upset (flare) the lower end of the injector tube
as follows:
a. Turn the cylinder head bottom side up, remove pilot J 5286-5 and thread upsetting die J 5286-6 into the
tapped end of installer J 5286-4 (Fig. 3).
b. Then, using a socket and torque wrench, apply approximately 30 lb ft (41 Nm) torque on the upsetting
die.
c. Remove the installing tools and ream the injector tube as outlined below.
Figure 3. Upsetting Injector Tube.
Ream Injector Tube
After an injector tube has been installed in a cylinder head, it must be finished in three operations: First, hand
reamed, as shown in Fig. 4, to receive the injector body nut and spray tip; second, spot-faced to remove excess
stock at the lower end of the injector tube; and third, hand reamed, as shown in Fig. 5, to provide a good
seating surface for the bevel or the lower end of the injector nut. Reaming must be done carefully and without
undue force or speed so as to avoid cutting through the thin wall of the injector tube.
CAUTION
The reamer should be turned in a clockwise direction only, both when inserting and when withdrawing the
reamer. Movement in the opposite direction will dull the cutting edges of the flutes.
1. Ream the injector tube for the injector nut and spray tip. With the cylinder head right side up and the in-
jector tube free from dirt, proceed with the first reaming operation as follows:
a. Place a few drops of light cutting oil on the reamer flutes, then carefully position reamer J 22525-1 in the
injector tube.
b. Turn the reamer in a clockwise direction (withdrawing the reamer frequently for removal of chips) until
the lower shoulder of the reamer contacts the injector tube (Fig. 4). Clean out all of the chips.
2. Remove excess stock:
a. With the cylinder head bottom side up, insert the pilot of cutting tool J 5286-8 into the small hole of the
injector tube.
241

