
TM 5-3895-346-14
CAMSHAFT AND BEARINGS
ENGINE OVERHAUL
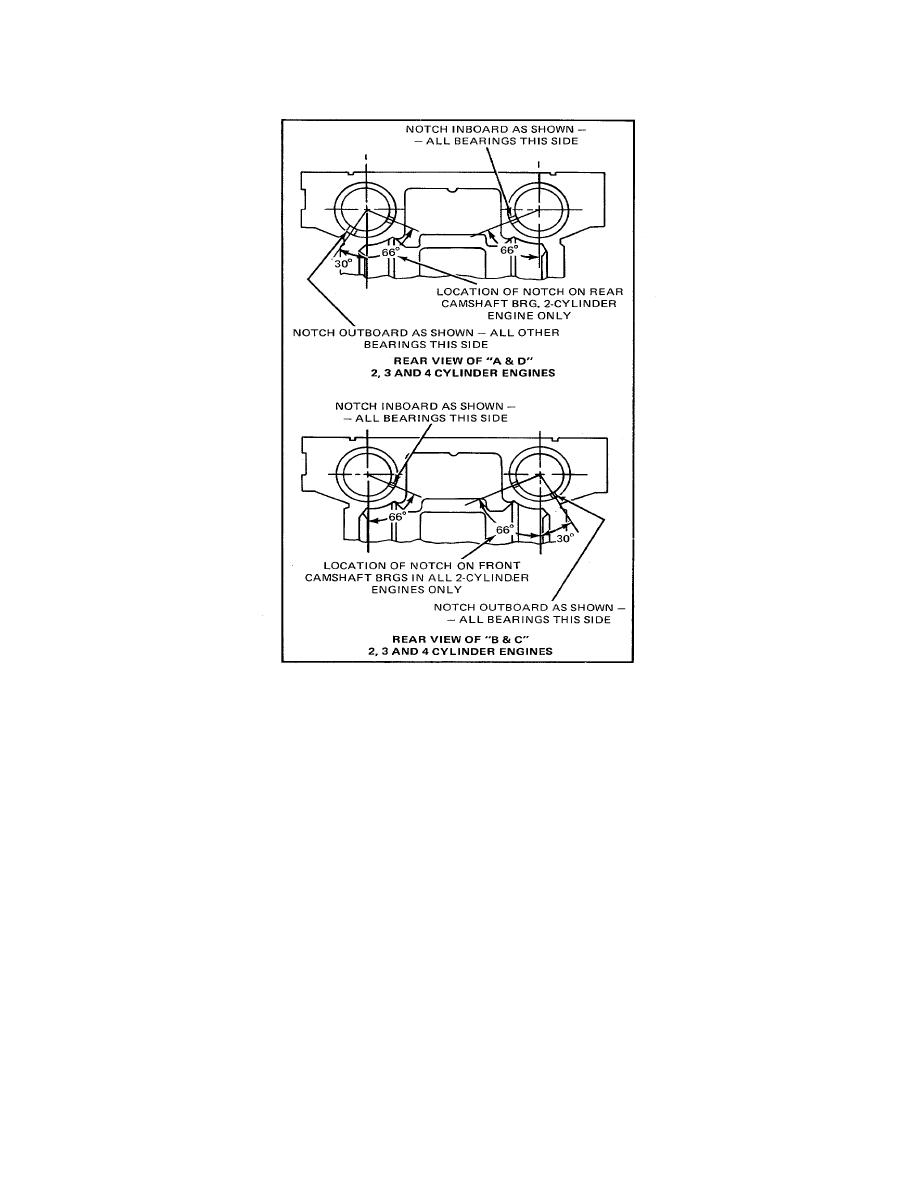
Figure 8. Location of Notch in Relation to Shaft Bore Centerline
Install End Bearings
Refer to the camshaft and balance shaft color code chart and the cylinder block bore machining dimension
chart when installing the end bearings.
1. Insert pilot J 7593-2 in the bore of the block as shown in D of Fig. 9. Use the small diameter of the
pilot if a bearing has been installed.
2. Insert support J 7593-12 in the bore in the opposite end of the block. Then, with the unthreaded end
of the shaft started through pilot J 7593-2, push the shaft through the block and support J 7593-12.
3. Place a new end bearing on installer J 7593-3 and align the notch in the bearings with the pin on the
installer. Then slide the installer and the bearing on the shaft. Position the bearing correctly with the groove in
the camshaft bore.
4. Place C-washer J 7593-4 in the end notch in the shaft; pull the shaft back until the washer butts
against the installer.
5. Next, place a spacer (if required), thrust washer, plain washer, and hex nut over the threaded end of
the shaft as shown in D of Fig. 9 and, using a suitable wrench on the hex nut, draw the bearing into place until
the shoulder on the installer prevents the shaft from further movement. The bearing is now installed in its
correct position.
Install the remaining end bearings in the same manner.
Use of tool set J 7593-03 assures that the bearings are properly spaced in relation to the end of the block. The
center bearing (notch end) for a four-cylinder block is 10.94 inches from the rear face of the block. The
intermediate bearings for the four-cylinder block are 5. 54 inches from the rear and front face of the block.
Assemble and Install Camshaft and Balance Shaft
Refer to Fig. 10 and assemble the camshaft and balance shaft.
1. Install new end plugs in the camshaft. Press the plugs in to a depth of 1. 940 to 2. 060 inches (Fig.
11).
178

