
TM 5-3895-346-14
EXHAUST VALVES
ENGINE OVERHAUL
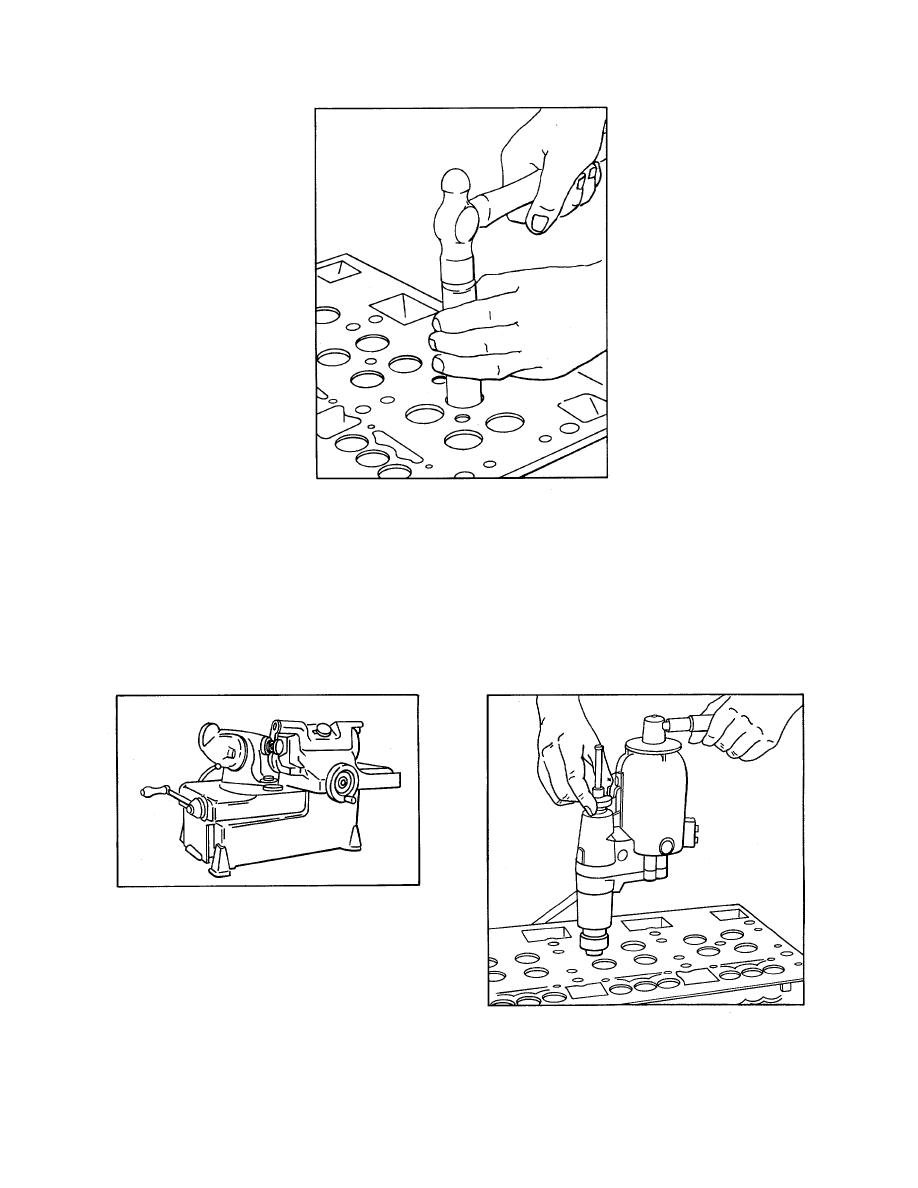
Figure 10. Installing Valve Seat Insert
Recondition Exhaust Valve and Valve Seat Insert
An exhaust valve which is to be reused may be refaced, if necessary (Fig. 11). To provide sufficient valve
strength and spring tension, the edge of the valve at the valve head must not be less than 1/32 inch in
thickness and must still be within the specifications shown in Fig. 13 after refacing.
Before either a new or used valve is installed, examine the valve seat in the cylinder head for proper valve
seating. The proper angle for the seating face of the valve is 30and for the valve seat insert it is 31
.
When a new valve seat insert is installed or an old insert refaced, the work must be done with a grinding wheel
(Fig. 12).
Figure 11. Refacing Exhaust Valve
Figure 12. Grinding Valve Seat Insert
The eccentric grinding method for reconditioning valve seat inserts is recommended. This method produces a
finer, more accurate finish since only one point of the grinding wheel is in contact with the valve seat at any
time. A micrometer feed permits feeding the grinding wheel into the work 0.001 inch at a time.
98

