
TM 5-3895-346-14
CYLINDER BLOCK
ENGINE OVERHAUL
Figure 9. Checking Cylinder Block Bore with Tool
J 5347-01
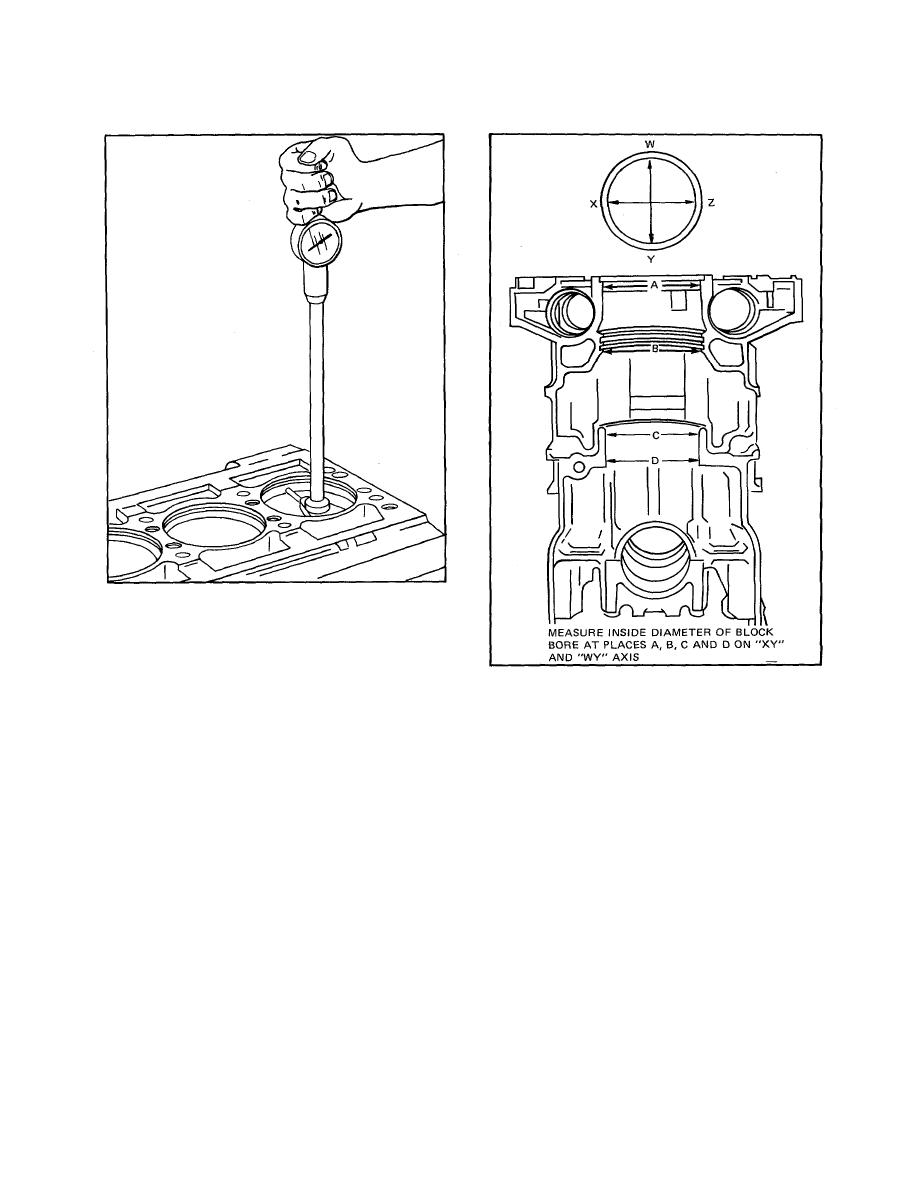
Figure 10. Block Bore Measurement Diagram
J 23059-01 to preset the cylinder bore gage to zero. Measure each block bore at the positions indicated in Fig.
10, on axis 90apart. If the diameter does not exceed 4.5235 inches at position A, 4.4900 inches at position B
(and a sealing problem hasn't occurred), or 4.3595 inches at position C and D, then the block may be reused.
Also, the taper and out of round must not exceed 0.0015 inch.
2. Check the top of the block for flatness with an accurate straight edge and a feeler gage. The top surface
must not vary more than 0.003 inch transversely and not over 0.007 inch longitudinally.
3. Make sure the cylinder liner counterbores in the block are clean and free of dirt. Then check the depth. The
depth must be 0.300 to 0.302 inch and must not vary more than 0.0015 inch throughout the entire
circumference. The counterbored surfaces must be smooth and square with the cylinder bore within 0.001 inch
total indicator reading. There must not be over 0.001
63

